




LOW-PRESSURE CARBURIZING BY THE THERMILYON GROUP
Objective: optimize the characteristics of case-hardened layers with gas (or oil) quenching for perfectly clean parts.
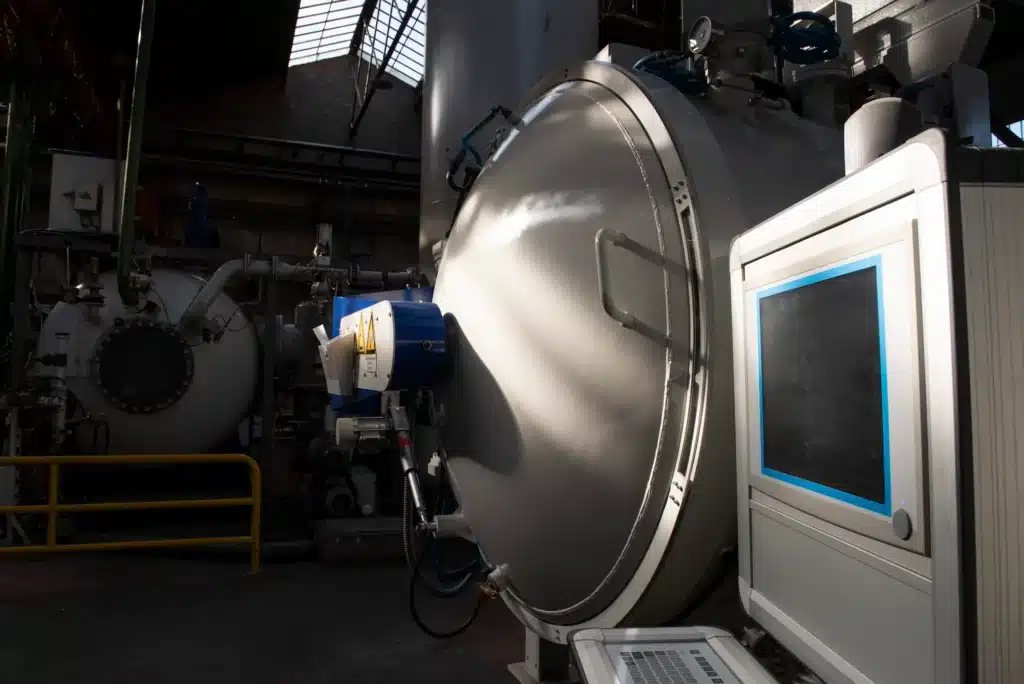
Low-pressure carburizing is an advanced form of heat treatment used to improve the surface hardness of metals while preserving the core toughness characteristics of steel. This method is distinguished by the fact that it is carried out in a vacuum furnace, optimizing the use of a controlled flow of carbon in a specifically adapted atmosphere. Unlike traditional gas carburizing, it is carried out under reduced pressure, giving greater control over the final properties of the treated layer.
Information to be communicated for study or order
Information to be communicated :
- Drawing of the part, weight, number of parts per shipment and per month.
- Nature of the metal. Preferred AFNOR (or commercial) designation.
- Type of treatment: case-hardening or carbonitriding.
- Conventional depth and surface hardness (core hardness results from steel grade).
- Areas to be protected, areas to be case-hardened (to be shown on drawing). Information to be supplied (for study or order)
- Deformation tolerance (with possible straightening) and allowance for finish machining.

Additional information on low-pressure carburizing from the ThermiLyon group
At Groupe ThermiLyon, the low-pressure carburizing process is designed to meet the highest market standards, particularly in demanding sectors such as automotive and aerospace. This innovative method guarantees superior mechanical strength and extended service life for treated components, while maintaining a clean working environment thanks to the use of advanced vacuum techniques.
Groupe ThermiLyon sites use high-tech furnaces to achieve homogeneous carburizing on a variety of metallic materials, including stainless steel. Precise vacuum control and accurate temperature regulation ensure optimum diffusion of carbon on the surface of parts, while preserving the integrity of their chemical composition.
This technique, carried out in our specialized industrial facilities, not only improves the wear resistance of components but also optimizes their performance under severe operating conditions. Low-pressure carburizing is therefore a preferred choice for companies looking for an efficient, cost-effective solution to enhance the quality of their metallurgical products.
Depending on part type and series size, Groupe ThermiLyon is equipped with single- or multi-chamber furnaces for greater productivity.
Our mastery of vacuum quenching in oil or gas enables us to use a wide range of alloy and stainless steels.

business sectors concerned
As this is a case-hardening process, it can be used for all mechanical parts subject to fatigue and friction. However, the high quality of the layer obtained leads us to recommend this process for so-called high-performance parts requiring strict metallurgical characteristics.

Our various documentations


Our FAQs
Incorporate carbon below the surface of the steel part to improve fatigue and wear resistance on the surface, while maintaining good core mechanical properties.
Low-pressure carburizing uses furnaces with electric heating, very small quantities of carburizing gas and often neutral gas cooling. Traditional carburizing uses furnaces with gas heating, an atmospheric pressure carburizing atmosphere and oil quenching.
Cleanliness and a lower level of deformation enable us to make financial savings by eliminating the need for subsequent washing or sandblasting operations, and by reducing the number of repeat machining operations.
Vacuum furnaces guarantee the absence of air, and therefore oxygen, in the furnace. So there is no oxidation. What's more, the low-pressure carburizing process operates at a very low pressure compared with atmospheric pressure, hence the use of vacuum pumps to reach this pressure level.
Parts requiring a high degree of cleanliness (e.g. holes, bores, finished parts), highly machined parts sensitive to deformation, stainless steel parts, etc.

Our latest news





