




Stingerea cu gaz în vid >10 bar
Obiectiv: Obținerea unei structuri de bază și a unor caracteristici mecanice precise pentru aplicațiile la care este destinat proiectul dumneavoastră, garantând în același timp o curățenie impecabilă și o deformare foarte limitată a pieselor, în special datorită temperării în cuptoare sub vid.
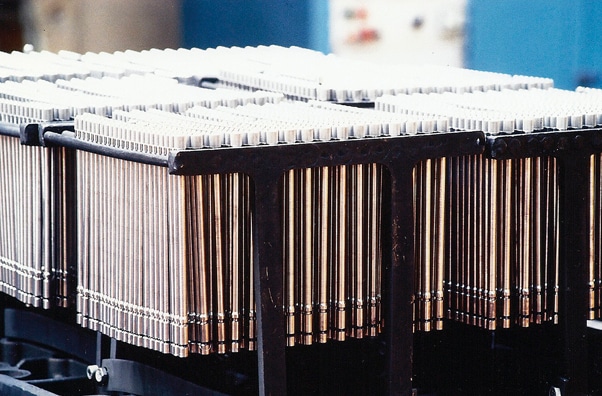
Piesele fabricate din oțel aliat, oțel inoxidabil sau aliaje speciale utilizate în industria auto și aerospațială sunt aduse la temperatura de austenitizare într-o incintă etanșă în vid. Acest proces elimină orice interacțiune nedorită dintre piesă și mediul înconjurător, cum ar fi oxidarea, decarburarea sau supracarburarea care pot apărea la temperaturi ridicate, datorită unei atmosfere neutre. În anumite condiții, stingerea cu ulei poate fi evitată prin utilizarea răcirii cu gaz la presiune înaltă.

Informații suplimentare despre stingerea gazelor
Răcirea rapidă într-un mediu neutru, folosind adesea gaze inerte, cum ar fi argonul și azotul, produce structura martensitică de duritate ridicată dorită. Temperatura de austenitizare și rata de răcire sunt alese cu grijă în funcție de calitatea oțelului, conținutul de carbon, elementele de aliere și geometria piesei, asigurând o performanță optimă și o protecție mai eficientă împotriva uzurii. Acești parametri sunt esențiali pentru a maximiza rezistența mecanică și a minimiza costurile de fabricație, respectând în același timp cerințele stricte de curățenie și precizie dimensională cerute de sectorul industrial.
Pentru studiu și comandă
Vă rugăm să ne consultați la proiectarea piesei sau a sculelor pentru a conveni asupra soluției tehnice optime.
Informații care trebuie comunicate :
- Calitatea oțelului (se preferă o denumire standardizată) - Tratamentele anterioare și ulterioare - Piese funcționale, toleranțele geometrice care trebuie respectate, excesul de grosime pentru finisare - Toleranțele de duritate - Pentru piesele produse în serie: desenul piesei, greutatea, numărul de piese pe transport și pe an - Specificații tehnice.

sectoarele de activitate vizate
Având în vedere caracteristicile lor specifice, tratamentele în vid sunt concepute pentru piesele care necesită proprietăți metalurgice foarte precise, atât în miez, cât și la suprafață.



Diferitele noastre documentații

Întrebările noastre frecvente
Depunerea în vid este un tratament de suprafață utilizat pentru a depune un material sau un aliaj pe o piesă mecanică.
Utilizarea tehnologiei de vid înseamnă că procesul este perfect curat și nepoluant.
Acesta nu face obiectul legislației REACH.
Acest procedeu permite o creștere semnificativă a rezistenței la uzură, abraziune și frecare. Astfel, durata de viață a componentelor este considerabil prelungită.
Grosimile standard sunt de ordinul a 3µm și depunerea se realizează pe piese finite.
PVD este depunerea fizică de vapori. Elementul care urmează să fie depus este obținut prin evaporare sau pulverizare cu ajutorul unui proces fizic. PACVD este depunerea chimică în fază de vapori asistată de plasmă. Elementul care urmează să fie depus este obținut prin reacții chimice. Plasma este utilizată pentru a obține această reacție chimică la o temperatură mai scăzută.
Depozitele de vid sunt clasificate în mai multe categorii: anti-uzură, fricțiune, decorative și biocompatibilitate. Aplicațiile sunt, prin urmare, foarte variate: componente auto și aeronautice, scule, unelte de tăiere, dispozitive medicale, piese decorative etc.
Metoda de depunere depinde în primul rând de natura stratului de acoperire care urmează să fie depus și de substrat.
În cazul în care substratul nu poate fi încălzit la temperaturi ridicate, depunerea trebuie să se facă cu ajutorul tehnologiei de temperatură joasă.
În cazul în care acoperirea care trebuie depusă constă dintr-un element solid (metal sau țintă de grafit), se utilizează un proces fizic precum PVD. Dacă acoperirea constă dintr-un gaz sau lichid, se utilizează un proces chimic precum CVD sau PACVD.
Încorporați carbonul sub suprafața piesei de oțel pentru a îmbunătăți rezistența la oboseală și uzură la suprafață, menținând în același timp proprietăți mecanice bune în miez.

Ultimele noastre știri
Pentru o înțelegere completă a tratamentului termic.





