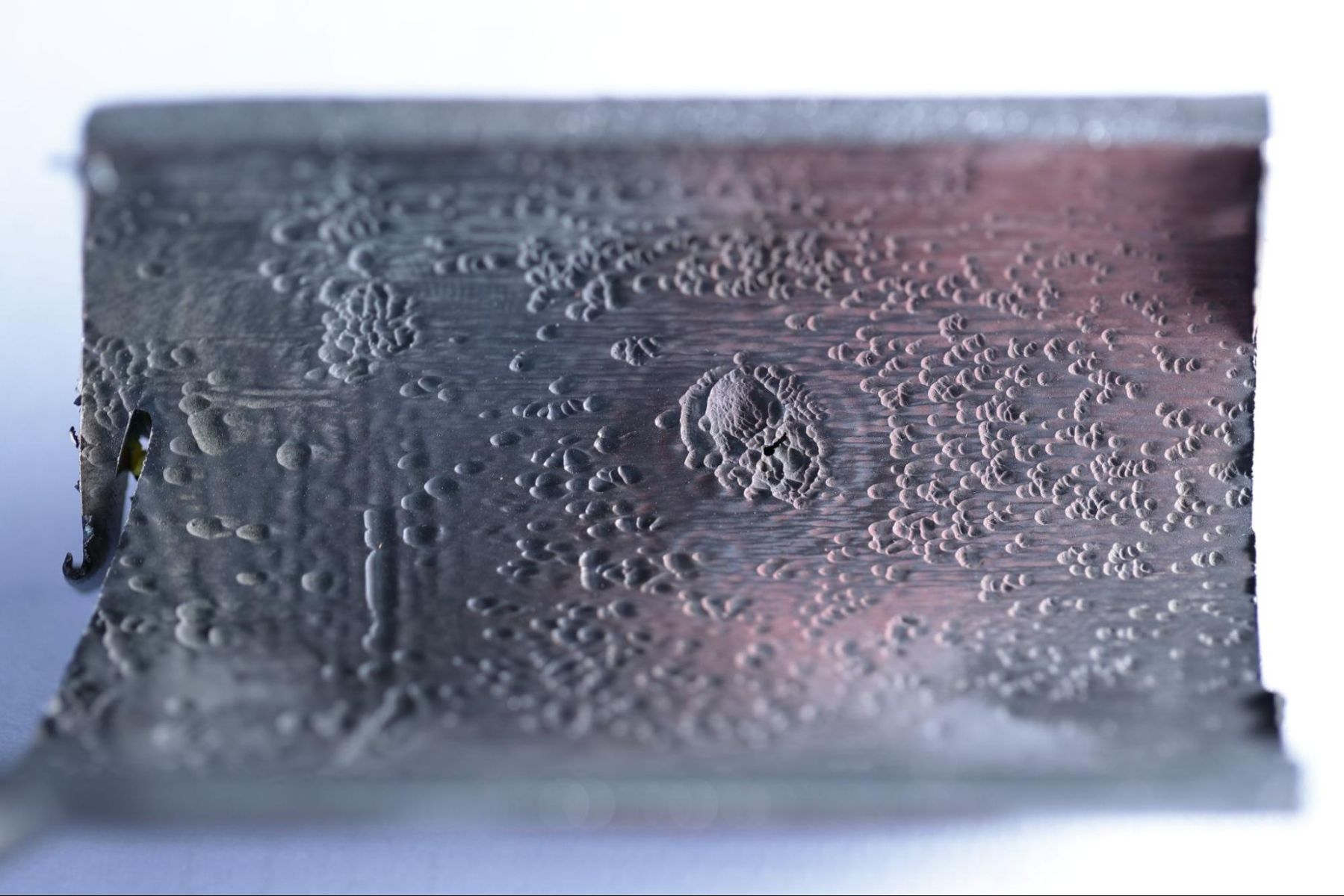
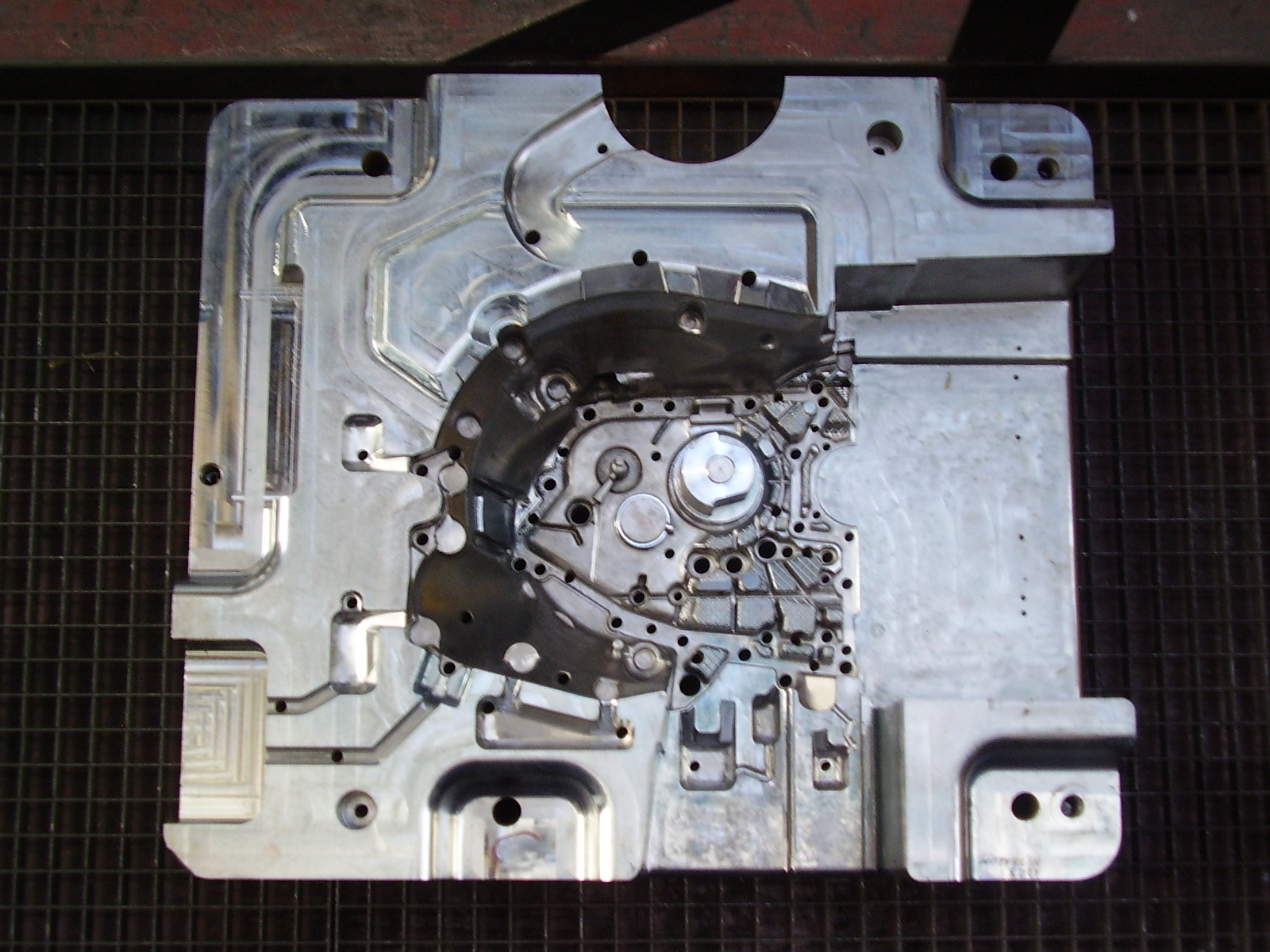
Trempe superficielle (en mm)
Traitement de trempe apres chauffage superficiel par induction MF
Objectif : Haute dureté de surface combinée à une bonne ténacité à coeur. Traitement partiel
Définition :
Le traitement consiste à porter rapidement la zone superficielle de la pièce à la température d'austénitisation, et à la soumettre ensuite à un refroidissement énergique, pour obtenir la transformation martensitique de la partie austénitisée.Le chauffage est obtenu en plaçant la pièce dans le champ d'un solénoïde( l'inducteur) parcouru par un courant alternatif de moyenne ou de haute fréquence ( de 5 à 400 kHz). L'apport thermique est du aux pertes d'hystérésis magnétiques, et à l'effet Joule des courants induits.
La trempe est généralement obtenue " au défilé " par une " douche suiveuse ", distribuant le liquide de trempe. Elle peut être aussi réalisée par immersion de la pièce.
La profondeur affectée dépend de nombreux paramètres (matériau, fréquence, temps de chauffe, performance de trempe, géométrie de la pièce...). La mise au point du traitement est réalisée par essais successifs, et nécessite donc une grande expérience. Les réglages sont ensuite automatiquement contrôlés en production industrielle.
N.B. Il est possible de réaliser, selon les paramètres, et la géométrie des pièces :
· Des traitements partiels en limitant la chauffe à la zone à traiter.
· Des traitements de recuit, de revenus.
· Des traitements à coeur ( applications particulières).
Mise en oeuvre industrielle :
Afin d'obtenir la meilleure productivité, différentes configurations de machines et de générateurs sont utilisées selon le matériau, la géométrie des pièces, le nombre de pièces par série :· Machines à défilé horizontales ( centerless par exemple) ou verticales.
· Machines pour traitement " instantané " ou " au défilé ".
· Machines pour trempe au " défilé " ou par "immersion"
Selon l'importance des séries, l'automatisation des machines est plus ou moins élaborée, jusqu'à une robotisation complète. Les nombreux paramètres de traitement ( déplacements, chauffe, refroidissement) sont gérés par systèmes informatisés.
La maîtrise de la trempe nécessite la mise en oeuvre d'une installation spécifique, permettant de contrôler les températures et la drasticité du liquide.
Inducteur : La conception et la réalisation de l'inducteur sont déterminantes quant à la qualité et la productivité du traitement. Elles nécessitent, pour les pièces complexes, un savoir6faire très spécifique.
Contrôle : Il concerne particulièrement la dureté superficielle, la profondeur traitée ( par coupe et filiation) et éventuellement l'absence de fissures par magnétoscopie.
Lorsque la profondeur est un impératif, il est nécessaire de prévoir la coupe de quelques pièces pour le réglage et le contrôle en production.
Revenu : Après trempe il est conseillé de pratiquer un revenu pour relaxation des contraintes et ajustement de la dureté superficielle
Choix du matériau :
Le traitement n'affectant qu'une faible profondeur, il n'est pas nécessaire ( et même déconseillé) de faire appel à des nuances de trempabilité élevée (risques de tapures).Les matériaux couramment utilisés sont (voir norme NF-A35-563) :
- Acier au carbone : C % de 0.25 à 0.55
- Acier de constructions : 42CrMo4, 51CrV4
Il est aussi possible de traiter dans des conditions particulières:
- Certains aciers alliés : 100 Cr6, inox martensitiques(X30Cr13), aciers d'outillage
- Certaines fontes : particulièrement FGS 600 et 700.
Avantages
· Bonnes performances en usure, et fatigue, à partir d'aciers peu coûteux, et de certaines fontes.· Possibilité de traitement local ( zone utile)
· Limitation des déformations
· Applications particulières pour traitements de masse, pour recuits, revenus, de masse ou partiels.
Informations à communiquer ( Pour étude technique, commandes) :
· Matériau ( appellation AFNOR)Plan de la pièce spécifiant les zones à traiter. Spécifications du traitement ( dureté de surface, profondeur, profil de raccordement éventuel).· Nombre de pièces par série, et total mensuel ou annuel.( Il est toujours économiquement intéressant de traiter des séries aussi importantes que possible).
· Spécifications particulières de contrôle.
N.B : A noter que la mise au point et le contrôle de profondeur nécessitent la coupe d'un certain nombre de pièces (à définir).
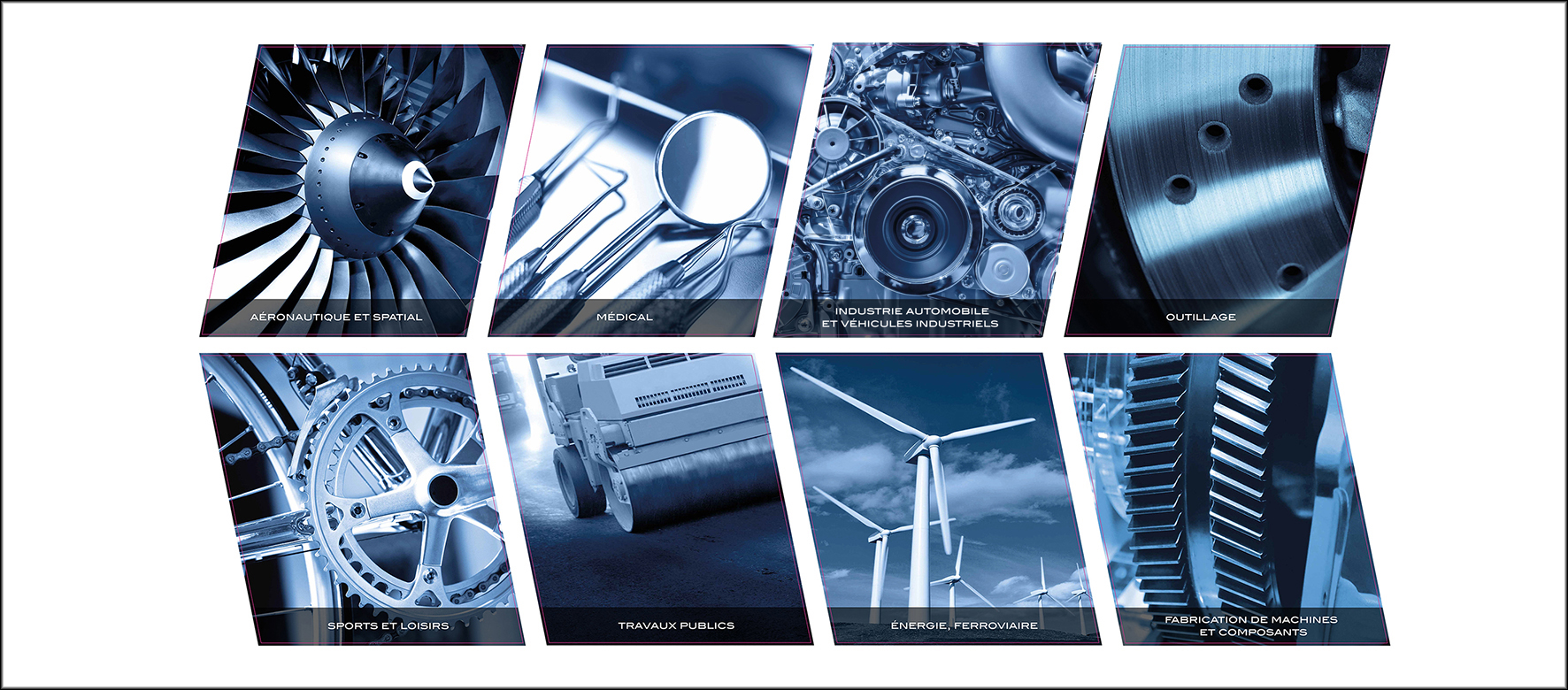
Applications
D'une façon générale, la trempe superficielle permet d'améliorer les propriétés d'usure et de fatigue des pièces mécaniques, en utilisant des matériaux peu coûteux.Elle permet de façon relativement simple, de limiter le traitement à la seule zone utile.
Comparativement à un traitement de masse, les déformations sont limitées (surtout pour traitement partiel).
Les applications sont très larges, depuis les petites séries (pour des raisons techniques) jusqu'aux très grandes séries (pour des raisons économiques) : Arbres, axes, glissières, cames, engrenages, poussoirs, arbres à cames, culbuteurs, vilebrequins, fourchettes...
N.B. Machine spéciale pour traiter les surfaces planes (glissières de machine outil) ou de révolution (rouleaux, arbres) de grande longueur jusqu'à 5.7 mètres.
Voir fiche spécifique.
Autre traitement disponible
Trempe superficielle au chalumeau.Pour cette technologie le générateur et l’inducteur sont remplacés par une centrale de gaz et un brûleur.

-

Comment contribuer à l'amélioration de la performance de la supply chain aéronautique ?
-
Quels sont les avantages de la cémentation basse pression ?
-

Guide sur les différents types d'acier inoxydable
-

Découvrez le procédé de sulfonitruration !
-

Quelle est la spécificité de la nitrocarburation ?
-
Trempe sous atmosphère ou trempe sous vide : que choisir ?
-
Comment prévenir et limiter l'étamage des matériaux ?
-
Les différents types de procédés de nitruration
-

Damien Pignol du groupe LISI Aerospace pour le groupe Thermi-Lyon. Cas client.
-
Pourquoi utiliser la fabrication additive métallique ?
-
Quel traitement pour un alliage léger ?
-
Améliorer la résistance à l'usure de l'acier inoxydable
-
Pour quels métaux utiliser des traitements thermochimiques ?
-

Nitruration plasma : quels avantages ?
-
Quel traitement thermique pour du titane ?
-
Quels documents fournir obligatoirement lors d'une prestation de traitement thermique ?
-
.jpg)
Tout savoir sur la nitruration gazeuse
-
.jpg)
Mise en forme à froid ou à chaud : quelles différences pour les moules et outillages
-

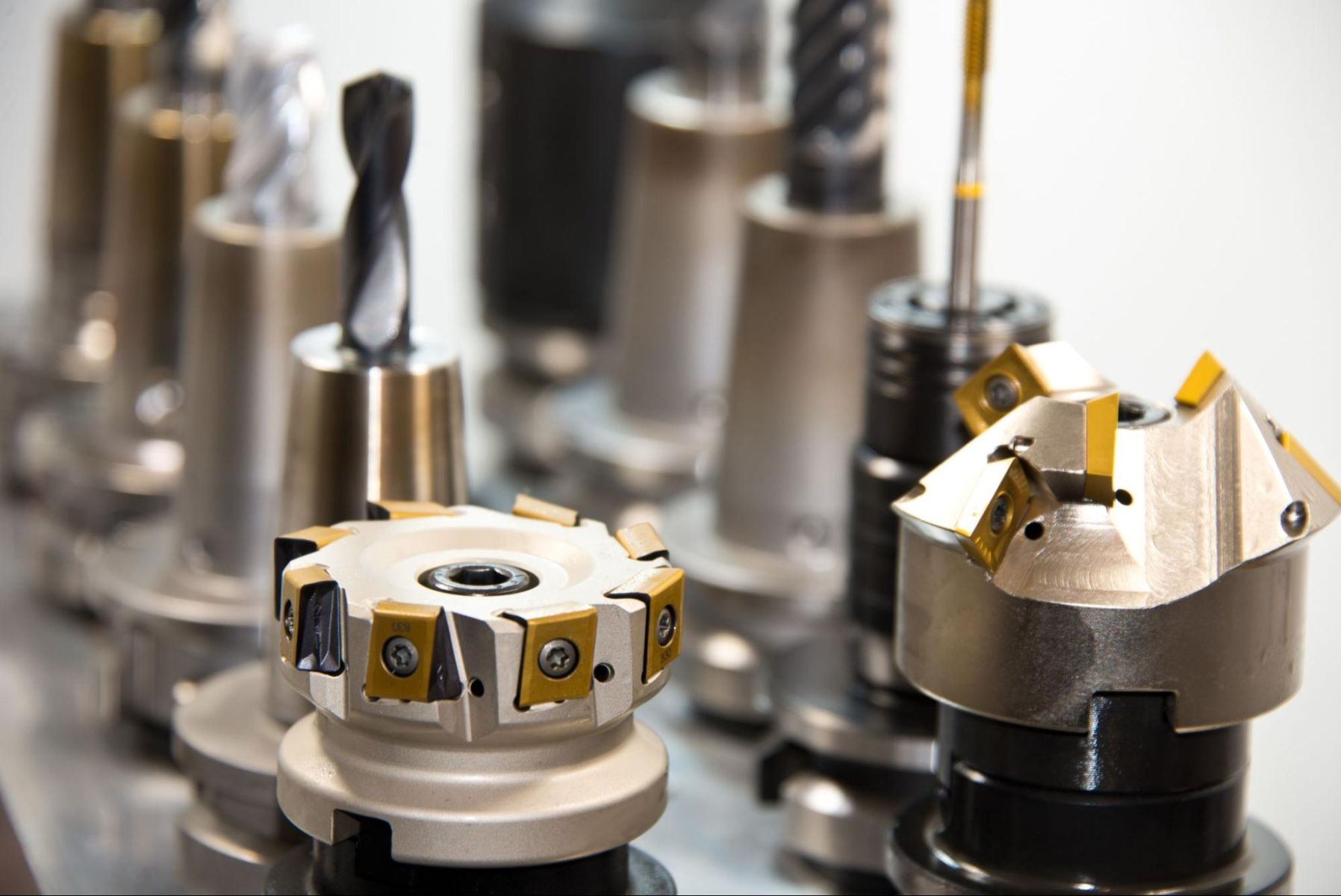
Quel revêtement utiliser pour des outils coupants ?
-
Découvrez notre site Thermi-Loire, spécialiste sur le marché des pièces de grandes dimensions
-

L'innovation en matière de traitement thermique : des solutions avancées pour les vélos !
-
Thermi-Picardie, notre site spécialisé sur le marché de l'outillage et des composants
-

Salon international de l'aéronautique et de l'espace, Paris Le Bourget 2023
-

Thermi-SP : une technologie pour le traitement de diffusion d'atomes
-

Thermi-Metalurgica, notre site spécialisé sur le marché automobile et ses composants
-

Découvrez notre site Trempelec, spécialiste du traitement thermique pour le marché automobile
-

Que peut apporter le groupe Thermi-Lyon aux fabricants de composants mécaniques ?
-
Comment maîtriser son rapport coût/performance ?
-
Joyeux Noël
-

Cédric Lancieux de l’entreprise Euroteknika “La qualité est vraiment LA promesse garantie par Thermi-Platin.”
-

Thermi-DLC : une technologie unique pour entretenir les pièces mécaniques en mouvement
-
Cémentation ou nitruration : comment choisir ?
-
Usure, frottement, etc : comment améliorer la durabilité des pièces métalliques ?
-
.jpg)
Procédés pour augmenter la résistance des moules industriels
-

Aeromart 2022
-
.jpg)
Le marché automobile
-
.png)
Semaine de l'industrie
-
Les contrôles non destructifs
-
Le site de Thermi-Garonne se dote d’un four sous vide haute propreté
-
ERMO : “Nous avons la garantie des objectifs tenus avec Thermi-Lyon.”
-
.jpg)
Procédés PVD et CVD : quelles différences ? Comment choisir ?
-
La nanotechnologie au service des dépôts sous vide
-
Qu’est-ce que l’érosion par cavitation ?
-

Quels procédés de traitements thermiques pour quelles applications ?
-
.png)
Traitement thermique et BTP
-
Les dépôts sous vide sur les implants et forets dentaires
-
Comment le groupe Thermi-Lyon s’engage pour le respect de l’environnement ?
-

Claude Madelmont (Borg Warner) : “Le Groupe Thermi-Lyon propose un traitement de pointe.”
-

PINK-TITANIUM
-

Joyeuses Pâques
-

Trempe de l’acier : quelles innovations au service de l’industrie ?
-

Certification IATF 16949 pour THERMI-LOIRE
-

Qu’est-ce que le traitement thermique des métaux ? Quelle utilité ?
-

1000 Abonnés
-
.jpg)
SIMODEC
-
%20(Publication%20LinkedIn)%20(1).png)
Journée internationale des droits des femmes
-

SIMODEC
-
Le traitement thermique de pièces aéronautiques :
-
Marché automobile
-

Les traitements sous vide
-

THERMI-BUGEY
-
Bonne année 2022 !
-
Joyeux Noel
-
LE MARCHE DE L OUTILLAGE
-
Trempe sous vide très haute pression
-

Salon SVTM - Congrès A3TS
-
Partenariat LADAPT Rhône
-
Le traitement thermique de pièces aéronautiques
-

Les dépôts sous vide pour les outillages de mise en forme
-

Notre site TREMPELEC
-
.png)
25 ans Thermi-Platin'
-

La trempe sous presse
-
Industrie 4.0
-

Le marché des travaux publics
-
.png)
Journée mondiale de l'environnement
-

Les nitrurations
-

Site THERMI-LYON
-
Les revêtements sous vide au service de l'agro-alimentaire
-

Thermi-LYON adhère à l'entreprise des possibles
-

LA TREMPE A L'EAU
-

THERMI-LOIRE
-

Certificat de compétences cycle Webmarketing
-

Au service du Sport et Loisir
-

Thermi Lyon s'engage pour la Journée Internationale des Droits de la femme
-

Communiqué de presse 60 ans Thermi-Lyon
-

60 ans Thermi Lyon : vivez avec nous notre live TV le 1er décembre à 16 h
-
Visitez notre usine de Lyon comme si vous y étiez !
-

Webinar n°2 Focus de 30 minutes sur les dépôts sous vide
-

Webinar n°1 traitements thermiques - Focus sur les traitements multifonctionnels
-

Anniversaire 60 ans
-

THERMI LYON VOUS INVITE A SON WEBINAR LE 4 NOVEMBRE
-
Traitement thermique de pièces réalisées en fabrication additive
-

TREMPELEC certifié IATF 16949
-

THERMI-GARONNE : certification NADCAP
-

soutien du groupe THERMI-LYON
-

gamme PREMIUM
-
Traitements thermiques innovants
-
THERMI-SP/FDA (Compatibilité agroalimentaire - FDA CFR21)
-
Cluster Oil and Gas : RACE
-

THERMI-PLATiN certifié ISO 13485
-

La performance du revêtement THERMI® -DLC validée dans le sport automobile
-
Cluster Aéronautique Auvergne Rhône Alpes
-
FIM et IUTS
-

Certification Airbus Helicopters
-

Nouveau bâtiment THERMI-METALURGICA